1. G73 (чипти бузуу цикли) адатта бургу диаметринен 3 эсе терең, бирок бургулоочу бычактын эффективдүү узундугунан ашпаган тешиктерди иштетүү үчүн колдонулат. 2. G81 (тайыз тешик цикли) адатта бургулоо борборунун тешиктери, бургулоо жана бургулоо диаметринен 3 эсе ашпаган тешиктер үчүн колдонулат. Ички муздатуу куралдарынын пайда болушу менен кайра иштетүүнүн натыйжалуулугун жогорулатуу максатында, бул цикл бургулоо үчүн да тандалат. 3. G83 (терең тешик цикли) адатта терең тешиктерди иштетүү үчүн колдонулат.
Машина шпинделдин борборун муздатуу менен жабдылганда (суу чыгаргыч)
Курал ошондой эле борбордук муздатууну колдогондо (суу чыгаргыч)
Тешиктерди иштетүү үчүн G81 тандоо - эң жакшы тандоо
Жогорку басымдагы муздаткыч бургулоо учурунда пайда болгон жылуулукту гана алып салбастан, кесүүчү жээкти өз убагында майлайт. Жогорку басым да түздөн-түз бургулоо чиптерин талкалайт. Түзүлгөн майда чиптер да жогорку басымдагы суунун агымы менен тешиктен өз убагында чыгарылып, шаймандардын эскиришинен жана экинчи кесүү менен иштетилген тешиктин сапатынын начарлашынан сактайт. Муздатуу, майлоо жана чиптерди алып салуу маселеси болбогондуктан, бул үч бургулоо циклинин ичинен эң коопсуз жана эффективдүү чечим болуп саналат.
Xinfa CNC инструменттери сапаттуу жана арзан баанын өзгөчөлүктөрүнө ээ. Чоо-жайын билүү үчүн төмөнкү дарекке кайрылыңыз:CNC инструменттерин өндүрүүчүлөр - Кытай CNC куралдар фабрикасы жана камсыздоочулар (xinfatools.com)
Иштетүү материалы чиптерди сындыруу кыйын, бирок башка иштөө шарттары жакшы
Шпинделдин борбордук муздатуусу жок болгондо (суу чыгаргыч)
G73 колдонуу жакшы чечим болуп саналат
Бул цикл кыска тыныгуу убактысында же бир аз артка чегинүү аралыкта чипти бузууга жетишет, бирок бургулоочу бит жакшы чипти алып салуу жөндөмүнө ээ болушу керек. Жылмакай чип оюгу кийинки бургулоонун чиптери менен чаташып калбоо үчүн чиптерди тезирээк чыгарууга мүмкүндүк берет, ошону менен тешиктин сапатын бузат. Көмөкчү чипти жок кылуу катары кысылган абаны колдонуу да жакшы чечим болуп саналат.
Эгерде эмгек шарты туруксуз болсо
G83 колдонуу эң коопсуз тандоо
Терең тешик иштетүү бургу битинин кесүүчү четинин өтө тез эскиришине алып келет, анткени аны убагында муздатуу жана майлоо мүмкүн эмес. Тешиктеги микросхемалардын тереңдигинен улам өз убагында агызылышы да кыйын болот. Эгерде чиптин оюгундагы чиптер муздаткычты бөгөттөп салса, ал инструменттин иштөө мөөнөтүн гана кыскартпастан, микросхемалар кайра иштетилген тешиктин ички дубалын экинчи кесүү үчүн орой кылып, андан ары катаал циклди пайда кылат.
Эгерде аспап -Q кыска аралыкты бургулоодон кийин -R эталондук бийиктикке көтөрүлсө, ал тешиктин түбүнө жакын жерде иштетүүдө ылайыктуураак болушу мүмкүн, бирок тешиктин биринчи жарымын иштетүү үчүн көп убакыт талап кылынат, керексиз калдыктарды пайда кылат.
Дагы оптималдаштырылган ыкма барбы?
Бул жерде G83 терең тешик циклин колдонуунун эки жолу бар
1: G83 X_ Y_ Z_ R_ Q_ F_
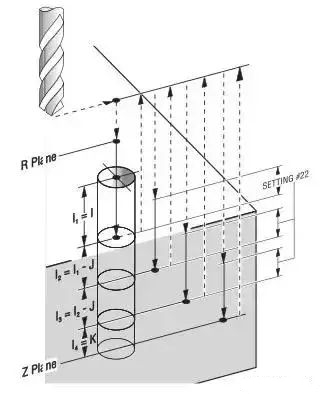
2:G83 X_ Y_ Z_ I_ J_ K_ R_ F_
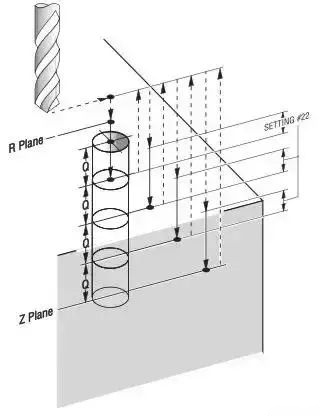
Биринчи ыкмада Q мааниси туруктуу чоңдук болуп саналат, демек, тешиктин башынан ылдый жагына чейин ар бир жолу иштетүү үчүн бирдей тереңдик колдонулат. Иштетүү коопсуздугунун зарылдыгынан улам, адатта, эң кичине маани тандалып алынат, бул дагы эң аз металлды алуу ылдамдыгын билдирет жана көп иштетүү убактысы көрүнбөй текке кетет.
Экинчи ыкмада ар бир кесүүнүн тереңдиги тиешелүүлүгүнө жараша I, J жана K менен көрсөтүлөт:
тешиктин чокусунда иштөө абалы жакшы болгондо, биз кайра иштетүү натыйжалуулугун жогорулатуу үчүн көбүрөөк I маанисин орното алат;
кайра иштетүү тешиктин ортосунда жумушчу абалы орточо болгондо, биз коопсуздук жана натыйжалуулугун камсыз кылуу үчүн акырындык менен кыскарган J маанисин колдонушат; иштетүү тешиктин түбүндө иштөө абалы начар болгондо, биз иштетүү коопсуздугун камсыз кылуу үчүн K маанисин койду.
Иш жүзүндө колдонууда, экинчи ыкма сиздин бургулоо натыйжалуулугун 50% га жогорулатат жана нөлгө барабар!
Посттун убактысы: 22-июль-2024


